





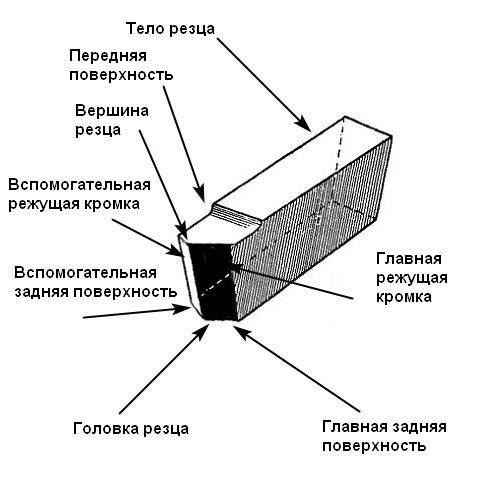
Когда нужно затачивать резец
У любого режущего инструмента есть срок эффективной эксплуатации. Износ режущей части приводит к снижению качества обработки поверхности металлической детали, повышает риски срыва резца, повышает нагрузку на токарный станок.
Токарные резцы изнашиваются при выполнении реза и трении стружки о рабочую часть инструмента. Когда степень износа превышает максимально допустимые значения (такие значения указаны в технической документации), резец больше нельзя использовать. В среднем допустимая величина износа составляет 0,3-2 мм.
Методы затачивания
Мастера могут выбрать наиболее удобный способ, как заточить токарный резец. Методы делят на следующие типы:
- Абразивный (на круге, точильном бруске);
- Механохимический (применяют для заточки твердосплавного инструмента большого размера, дополнительно обрабатывают резец купоросным раствором);
- С использованием заточных станков, оборудованных кругами.
Инструмент для заточки резцов
Чтобы наточить токарный резец, применяют специальный инструмент и приспособления. Выбор инструмента зависит от технологических особенностей резца (материала производства, необходимых углов затачивания и т.д.).
Рассмотрим разные варианты инструмента и приспособлений для выполнения заточки.
Точильные бруски и мусаты
- Бруски относятся к ручному инструменту и их редко используют на крупных предприятиях. В среднем, для эффективной заточки нужно сделать не менее 10 проходов резцом по бруску.
- Мусаты также требуют ручной работы. Точильное приспособление выполнено в виде металлического стержня с рубчиком.
Механические, электрические точилки, заточные станки
- Механический инструмент позволяет автоматически затачивать токарные резцы. Мастер выставляет входные значения, затем выполняет заточку. Инструмент подходит для использования в домашних мастерских и на небольших производствах.
- Электрические точильные машины отличаются компактными размерами, высокой скоростью заточки. Подходят для средних производственных предприятий.
- Заточной станок – наиболее эффективный способ затачивания на средних и крупных производствах. Станок оборудуют точильными кругами с различной степенью зернистости: алмазными, абразивными, шлифовальными, карборундовыми. Зеленый карборунд применяют для натачивания твердосплавного инструмента.
Круги алмазные, наждачные, карборундовые
Специальные круги с алмазной или наждачной поверхностью применяют для быстрой заточки. Алмазные круги считаются более эффективными, т.к. позволяют заточить режущий инструмент с высокой чистотой и повышают эксплуатационный ресурс токарных резцов. Карборунд создает меньшую чистоту поверхности резца.
Алмазный круг рекомендовано использовать при припуске не более 0,2 мм. Если значение припуска больше, лучше выбрать карборунд.
Влияние угла затачивания на силу резания
Одним из важнейших параметров при натачивании токарных резцов является угол заточки. Вручную соблюдать его довольно трудно и качество наточки напрямую зависит от опыта мастера. На автоматическом оборудовании углы соблюдать легче, почти все за мастера делает станок.
Важно помнить, что при слишком большом увеличении переднего угла снижается надежность токарного резца. Нужно подбирать угол так, чтобы получить износостойкий инструмент и одновременно снизить силу резания.
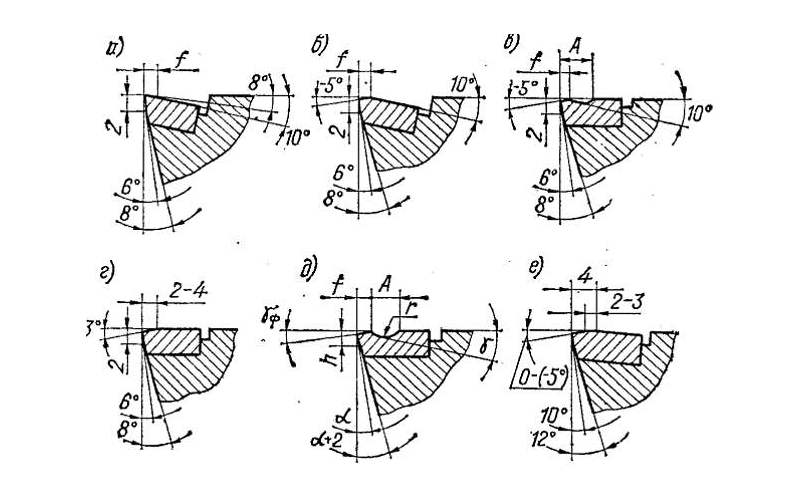
Углы заточки
Главные углы
Главными называют передний и задний углы, углы резания и заострения.
- Передний угол. Он образуется между касательной к передней поверхности резца и плоскости, расположенной перпендикулярно к плоскости резания. Значения – положительные, равные нули или отрицательные. От переднего угла зависит качество обработки поверхности резцом и количество стружки. Резцы с большими передними углами проще «врезаются» в заготовки, упрощают удаление стружки, снижают силу резания. Для обработки твердых сплавов и хрупких металлов используют резцы с уменьшенными или отрицательными значениями передних углов, для обработки заготовок из инструментальной стали, наоборот, угол делают больше.
- Задний угол . Располагается между главной задней поверхностью и плоскостью резания, служит для уменьшения трения. Малая величина заднего угла понижает скорость изнашивания резца, большая величина – снижает прочность инструмента.
- Угол резания. Находится между передней поверхностью инструмента и плоскостью резания.
- Угол заострения. Располагается между главной и вспомогательной режущими кромками.
Вспомогательные углы
Вспомогательными называют передний и задний углы, которые измеряют во вспомогательной секущей плоскости.
- Передний вспомогательный угол располагается между режущей кромкой и направлением. Не влияет на процесс резания.
- Задний вспомогательный угол находится между плоскостью, которая проходит через вспомогательную режущую кромку перпендикулярно основной плоскости. Позволяет уменьшить трение между задней поверхностью токарного резца и металлической заготовкой.
Углы в плане и проекции
Углы в плане измеряют в основной плоскости и делят на 3 вида:
- Главный угол в плане. Располагается между проекцией главной режущей кромки на основную плоскость и направлением продольной подачи. Величина главного угла в плане влияет на чистоту и силу обработки поверхности, надежность резца. При достаточной величине угла увеличивается износостойкость резца, снижаются термодинамические нагрузки, уменьшается толщина срезаемого слоя при увеличении ширины. Стандартный угол составляет 45 градусов, однако при обработке деталей из мягких сплавов применяют инструмент с углами 60, 75 и 90 градусов.
- Вспомогательный угол в плане. Находится между направлением продольной подачи и проекцией вспомогательной режущей кромки на основную плоскость. От величины угла зависит сила трения между заготовкой и вспомогательной задней поверхностью. Чем меньше значение угла, тем прочнее резец.
- Угол при вершине в плане. Находится между проекциями главной и вспомогательной режущих кромок на основную плоскость.
Также есть угол наклона главной режущей кромки, который определяет направления схода стружки.
Таблица углов заточки
Значения для распространенных материалов. Основной угол в плане составляет 35-40. Для значений используют дроби, где числитель – это углы для резцов, которые растачивают заготовки, а знаменатель – углы для инструментов, строгающих детали.
|
Материал |
Задний угол при черновой обработке |
Задний угол при чистовой обработке |
Величина переднего угла |
|
Сталь (твердость меньше 800 МПа) |
8/6 |
12/8 |
15/12 |
|
Сталь (твердость больше 800 МПа) |
8/6 |
12/8 |
10/10 |
|
Сталь (твердость больше 1000 МПа) |
8/6 |
12/10 |
10/8 |
|
Серый чугун (твердость по Бриннелю меньше 220) |
6/6 |
10/10 |
12/8 |
|
Серый чугун (твердость по Бриннелю больше 220) |
6/6 |
10/10 |
8/5 |
|
Ковкий чугун |
8/8 |
10/10 |
8/8 |


Типы заточки в зависимости от вида токарного резца
Прямые плоские резцы
Плоские прямые резцы применяют для создания небольших отверстий, пазов и выемок. Ширина лезвия составляет 4-40 мм. Угол заточки – 25-40 градусов. Заточка таких резцов проста: нужно лишь выровнять изношенный торец.
Косые прямые резцы
Для заточки выбирают параметры ширины в пределах 4-40 мм, один угол срезают под 70-75 градусов, производят наточку под углом 25 градусов.
Отрезные резцы
Затачивание инструмента выполняется только с одной стороны. Угол торца вырезают пол углом до 45 градусов, выполняют заточку в пределах 30-40 градусов.
Плоские радиусные (полукруглые)
Радиусные резцы затачивают в пределах 20-45 градусов. Важно выполнять примерку торца, чтобы он точно соответствовал форме.
Желобчатые
Имеют сложную форму, ширину до 3 см. Торец обтачивают до полукруглой формы, нижнюю часть выпуклой – точат под 40 градусов.

Как правильно заточить резец по металлу
- Процедуру затачивания необходимо выполнять в соответствии с конструкцией резца и его степенью износа.
- Заточку делают по передней, задней или по обеим поверхностям. Заточка по одной поверхности возможна лишь при небольшом износе. Стандартные резцы точат по всем режущим поверхностям.
- При наточке режущая кромка резца должна располагаться на линии центра заточного станка или ниже, но не более 3-5 мм.
- Учитывайте направление вращения круга. При вращении точила пластинка должна быть плотно прижата к державке.
- Всегда проверяйте геометрию инструмента по завершении заточки. Используйте шаблоны или специальные приборы.
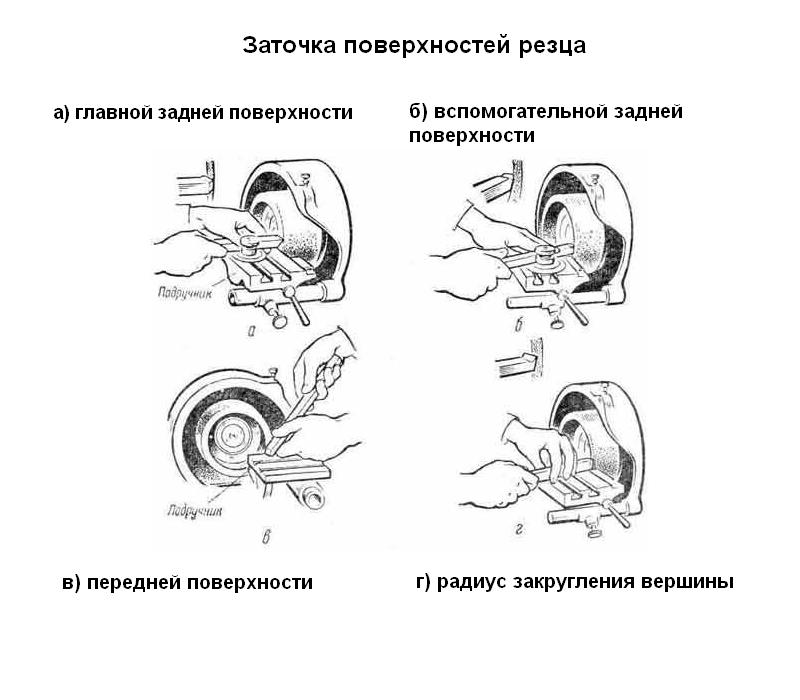
Стандартные этапы заточки токарных резцов
- Заточка задней поверхности – главной и вспомогательной;
- Заточка передней поверхности;
- Затачивание фаски по передней поверхности;
- Заточка задней поверхности резца по пластинке – главной и вспомогательной;
- Наточка задней поверхности по радиусу вершины;
- Заточка канавок, лунок, стружколомов;
- Доводка.
Проведение доводки
Доводка позволяет повысить точность режущего инструмента, сделать режущую пластину ровной и блестящей. Процедуру выполняют на чугунном диске, который вращается со скоростью 1-2 м/с. Диск смачивают керосином, если используется несовременная паста. При вращении диска зерна абразивной пасты сглаживают шероховатости поверхности.
Правила выполнения доводки:
- Использовать при доводке воду для охлаждения, но не погружать резцы в воду, т.к. от разницы температур они могут сломаться;
- Выполнять обработку последовательно: сначала – заднюю поверхность, затем главную, затем вспомогательную.
- Для доводки твердосплавных инструментов применять абразивную пасту на основе борного карбида.
- Для доводки токарных резцов из других металлов используют оселки с малой степень абразивности.
- Диск доводки должен вращаться по направлению к пластине.
Шлифовка
Техника безопасности
- Используйте защиту для глаз, а лучше – для всего лица.
- Трогать станок и резец можно только после полного охлаждения.
- Держать руки чистыми.
- Выполнять подачу резца на круг плавно.
- Перед использованием проверить функциональность и готовность к работе заточного станка.


