





Назначение и особенности
Тиски используют для жесткой фиксации обрабатываемой детали. Применение технологической оснастки позволяет надежно закрепить заготовку, избежать смещения по оси, повысить точность обработки, снизить процент брака. Тиски используют в случаях, если обрабатываемую деталь невозможно держать в руках.
Тиски разных типов применяют на промышленных производствах для выполнения сверления, резки, расточки, фрезерования и других операций.
Конструктивные особенности
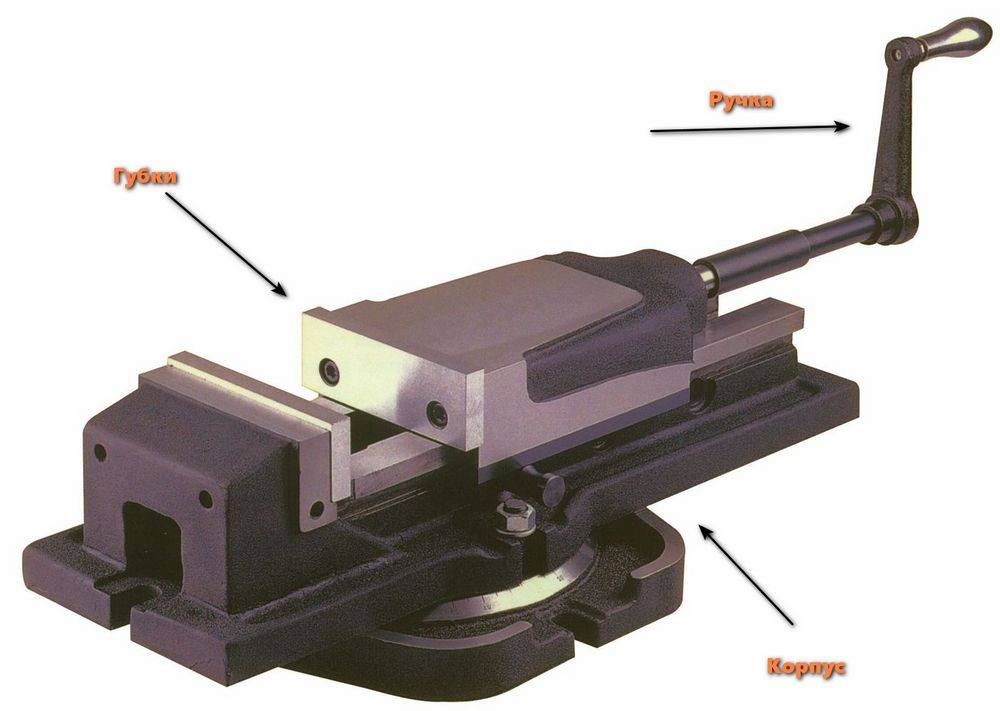
Тиски для станков различаются по конструкции. Однако можно выделить базовые элементы:
- Основание. Корпус с опорной плитой, с помощью которой инструмент закрепляют на станке.
- Губки (подвижная и неподвижная). Губки осуществляют непосредственный зажим детали.
- Ручка. Для регулировки и вращения.
Губки тисков оснащены съемными накладками (щечками). Внутренняя поверхность может быть гладкой, рифленой с фрезеровкой или мелкой насечкой.
Для использования на металлообрабатывающих станках применяют тиски, изготовленные из чугуна, стали, реже из алюминия. Губки выполняют из цветных металлов и закаленных сталей.
По размеру станочные тиски делятся на:
- Малые. Вес до 8 кг. Длина – до 290 мм, высота губок – 50 мм, ход губок – 80 мм.
- Средние. Вес до 14 кг. Длина – от 295 до 400 мм, высота губок – 70 мм, ход губок – 125 мм.
- Большие. Вес от 15 кг и больше. Длина – от 400 мм, высота губок – от 90 мм, ход губок – от 160 мм.
Сила прижима обеспечивает точность обработки заготовки и надежность ее фиксации. Сила сжатия зависит от типа тисков. Усилие может достигать 8000 кг и больше.
Виды станочных тисков
Тиски для станков можно условно разделить на:
- Неповоротные (стационарные);
- С поворотным механизмом;
- Универсальные.
Стационарные модели закрепляют в одном неизменном положении. Чтобы поменять положение заготовки, нужно разжать губки и переместить заготовку, либо переместить сами тиски по станку.
Универсальные тиски обладают одновременно достоинствами поворотных и неповоротных моделей: надежностью фиксации при возможности обработки под любым углом.
Если требуется обработка заготовки с повышенной точностью, применяют прецизионные тиски с усиленными губками:
- Поворотные (деталь закрепляется перпендикулярно инструменту);
- Синусные (деталь фиксируют под произвольным углом);
- Двухосевые (можно менять угол положения детали по горизонтали и вертикали).

Другие разновидности станочных тисков:
- Глобусные трехосевые. Можно наклонять в 2х плоскостях по вертикали и 1-ой по горизонтали. Подходят для работы на фрезерных и сверлильных станках. Выполнены обычно из литейного чугуна, дополнены поворотной платформой.
- Координатные (крестовые). Деталь можно двигать в 2х направлениях по горизонтали.
- Синусные быстрозажимные. Используются на токарных, фрезерных, сверлильных, шлифовальных станках. Применяются при необходимости обработать деталь под острым углом к вертикали.
- Призматические. Используют для обработки заготовок цилиндрической формы.
- Пневматические. Оснащены пневмоприводом для сжатия губок. Подходят для обработки тяжелых металлических заготовок.
- Гидравлические. Оснащены гидроприводом. Применяют на фрезерных станках.

ГОСТы
Станочные тиски регулирует ГОСТ 16518-98. Согласно ГОСТ, тиски для станков разделяют по приводу: ручной, пневматический или гидравлический. Они могут быть неповоротными или поворотными.
Прецизионные станки регулирует ГОСТ 20746-84. Класс точности тисков определяется буквами:
- В – высокий;
- П – повышенный;
- Н – нормальный (по умолчанию не указывается).
Как выбирать станочные тиски?
При подборе тисков для станка нужно учитывать:
- Назначение. Для токарного, сверлильного, фрезерного, шлифовального станка.
- Расстояние, на которое раздвигаются губки.
- Размеры губок.
- Силу зажима.
- Вес и размеры тисков.
- Привод.


