Что такое стружколом?
Стружколомом называют препятствие с особой геометрией, лунку или выступ на поверхности пластины или фрезы. Конструкция (а точнее геометрия) может быть любой.
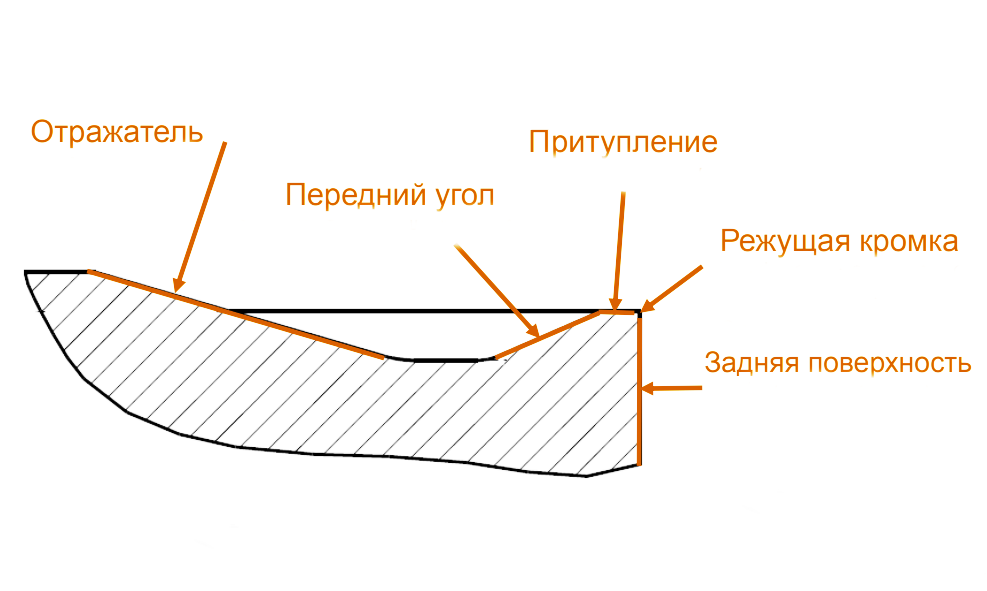
Конструкция стружколома
- Отражатель ломает стружку.
- Передний угол. Чем больше передний угол, тем меньше должна быть сила резания.
- Притупление позволяет укрепить кромку.
- Режущая кромка
- Задняя поверхность стружколома не соприкасается с заготовкой.
Как работает стружколом на пластине
При столкновении заготовки со стружколомом срезается слой металла, а образующаяся стружка отводится в сторону.

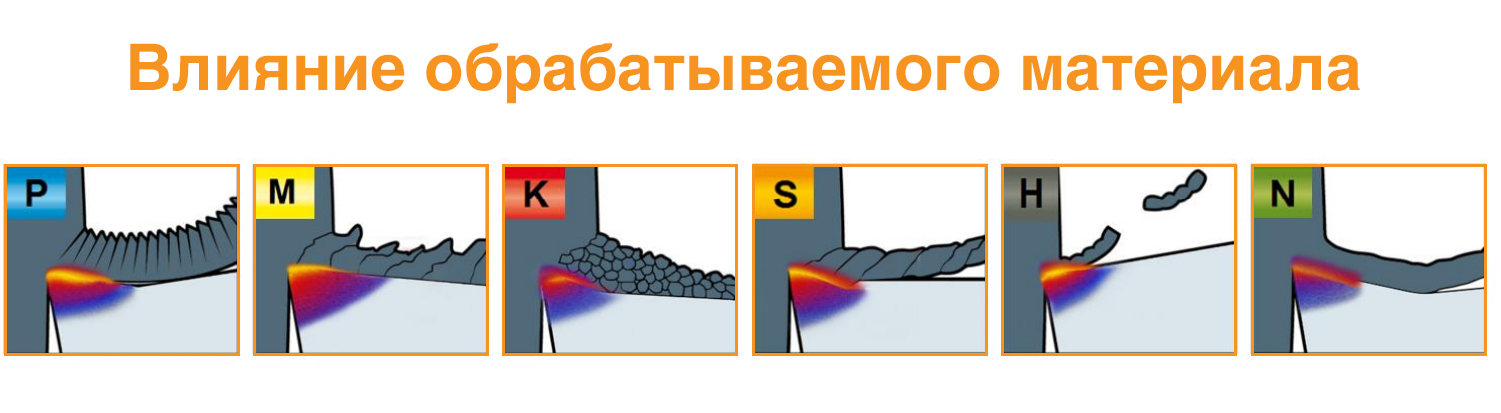
Особенности обрабатываемых материалов
- Мягкие и вязкие материалы (цветные металлы, алюминий, нержавеющие и нелегированные стали) образовывают длинную стружку (сливную).
- Твердые материалы с повышенной хрупкостью образовывают короткую стружку, которая отламывается сама по себе, без применения стружколома.
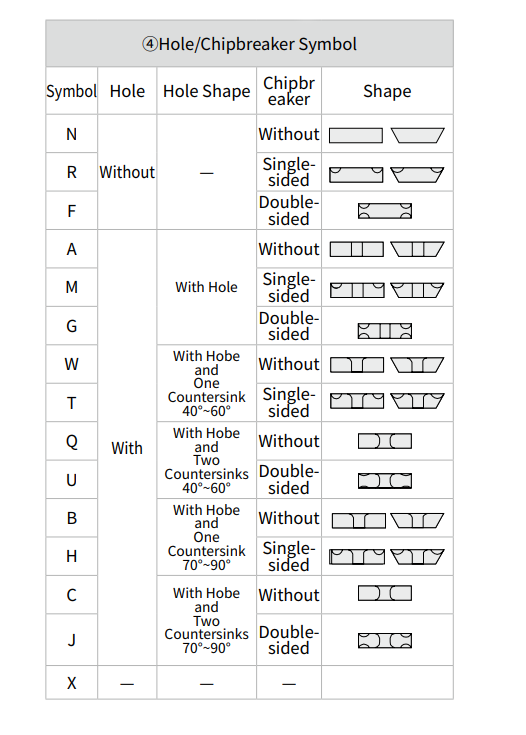
Классификация стружколомов
Единого стандарта или классификатора стружколомов не существует: это дополнительный параметр твердосплавной пластины. У каждого производителя металлорежущего инструмента могут быть свои буквенные обозначения для стружколома (chip breaker).
При выборе инструмента (пластины, фрезы, сверла) со стружколомом рекомендуем ориентироваться на информацию от производителя.
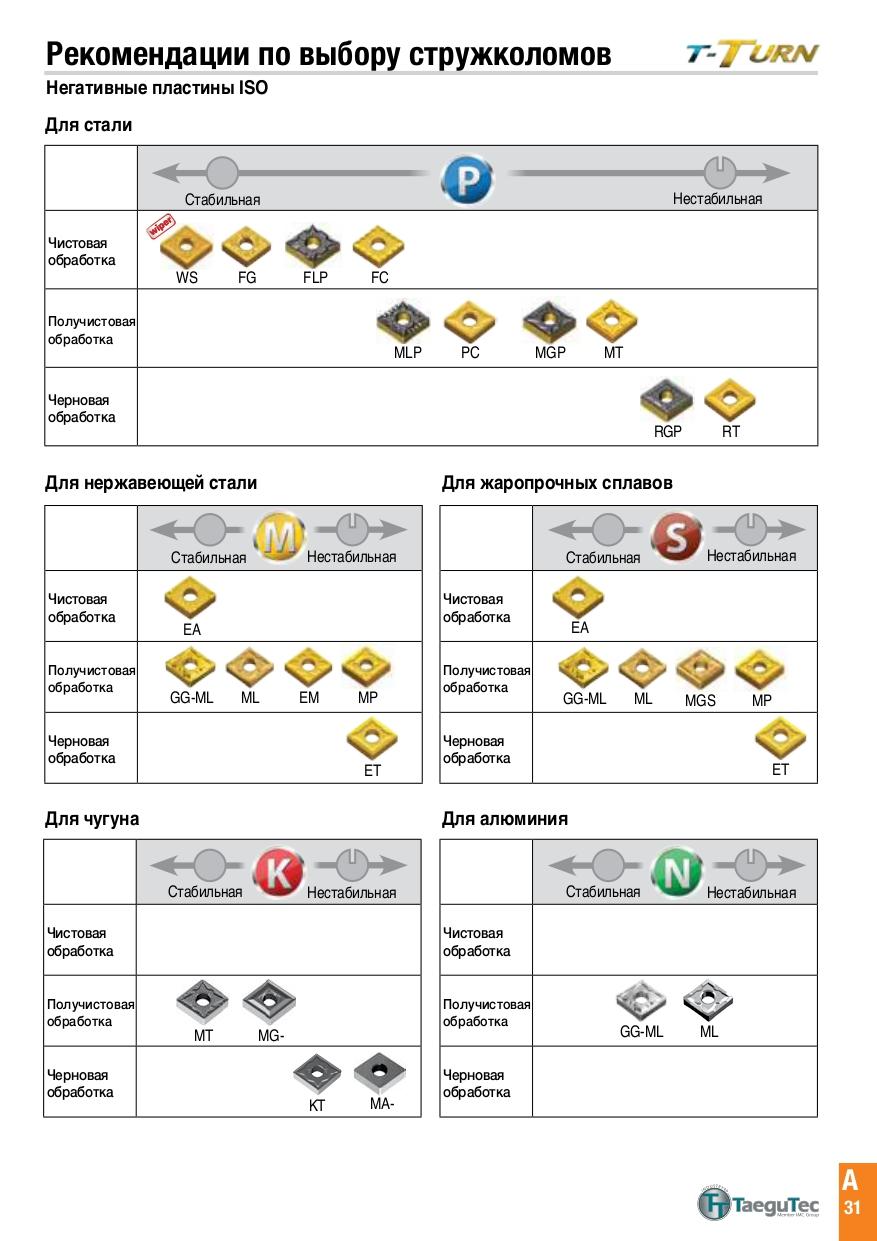
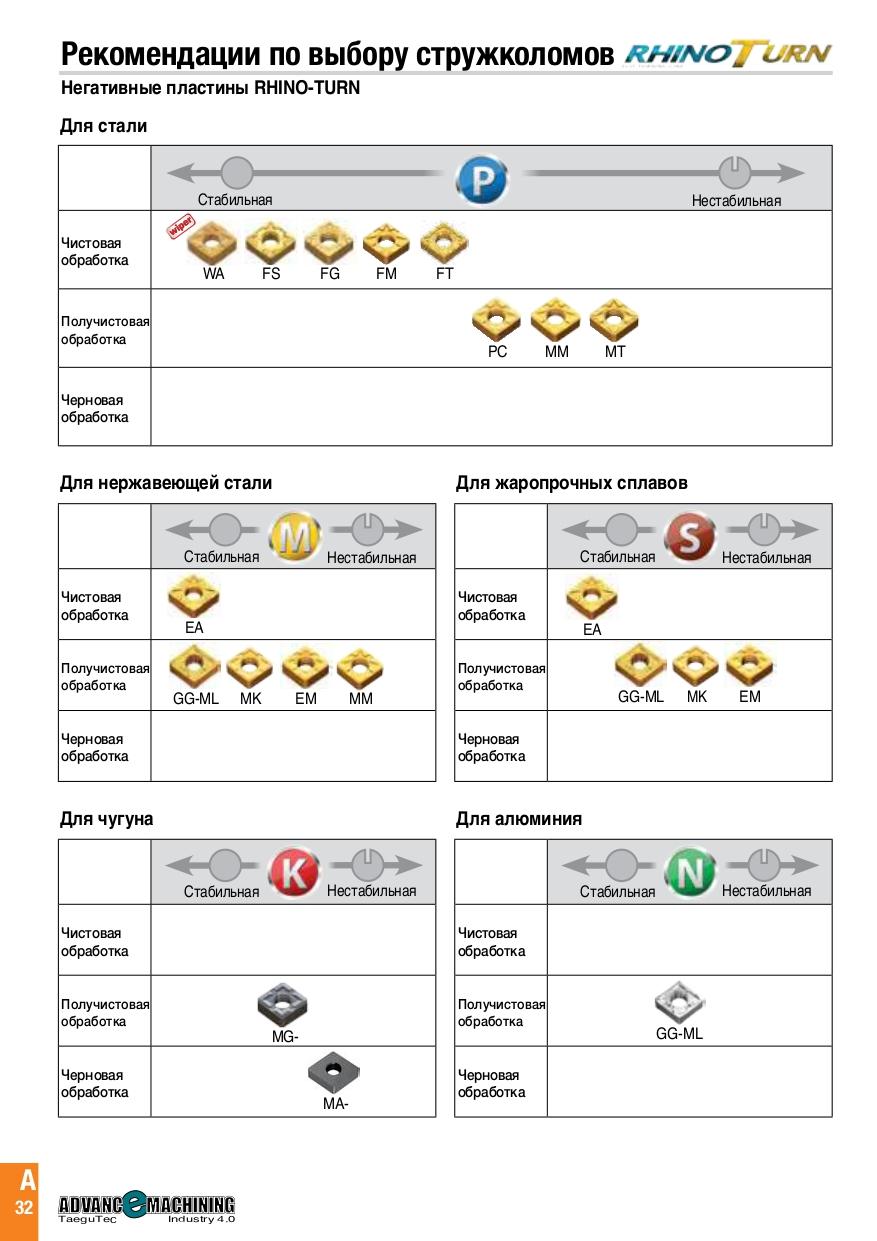
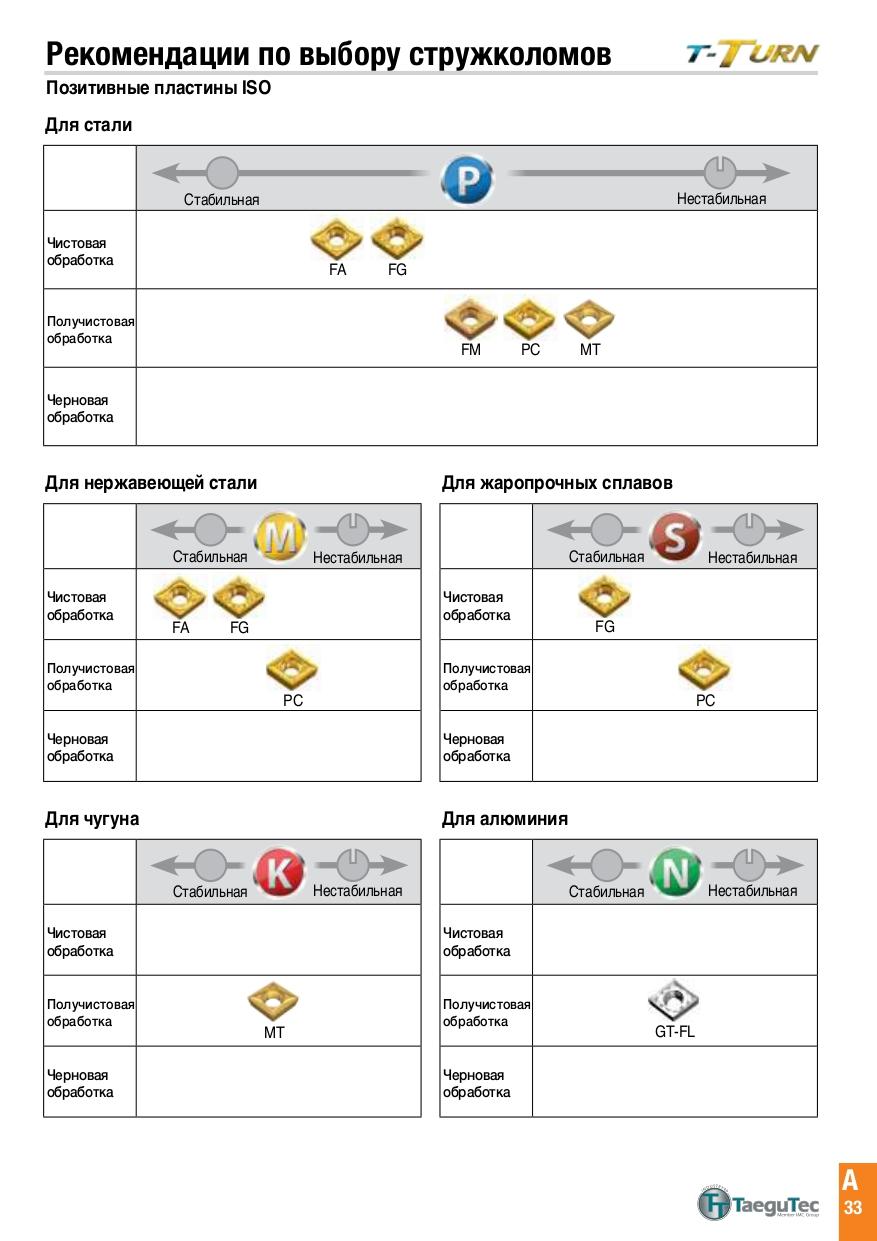
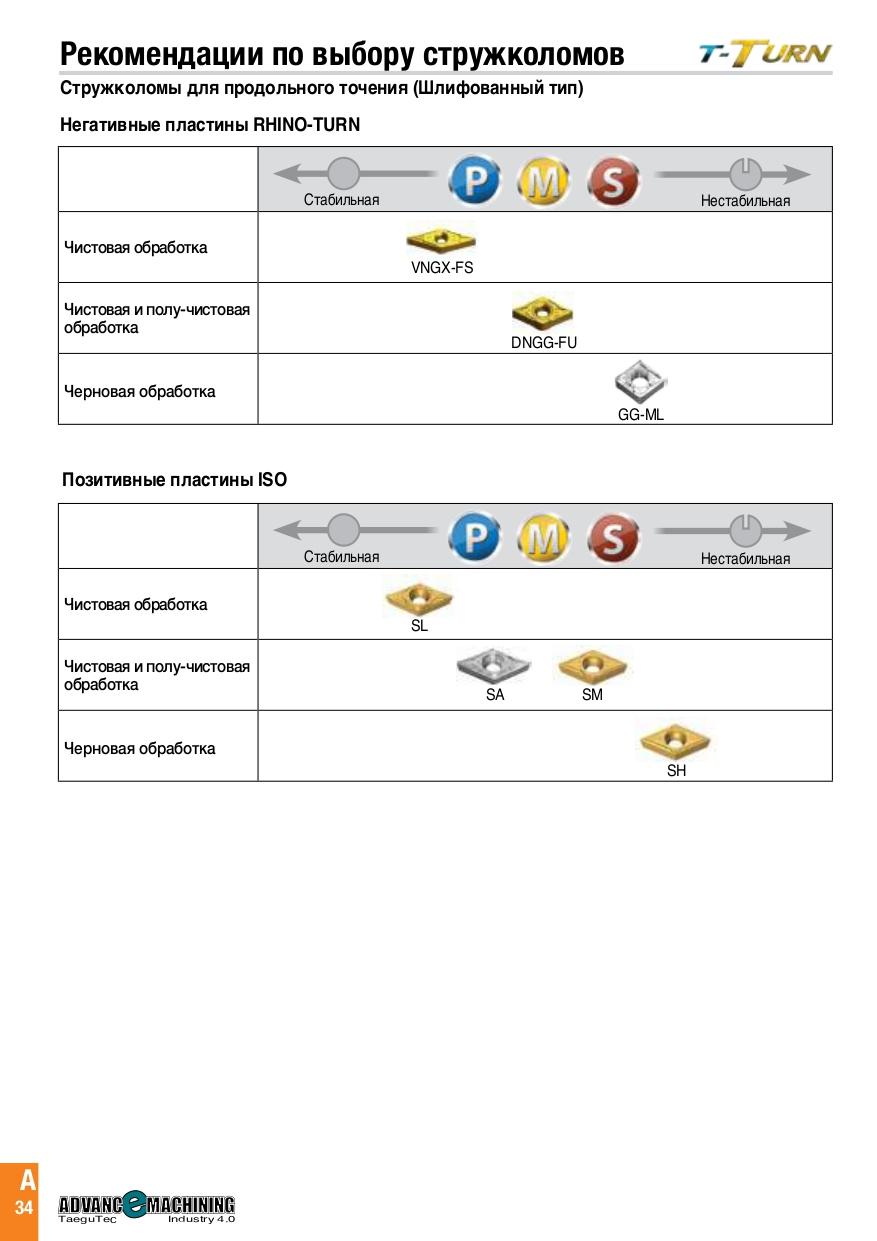
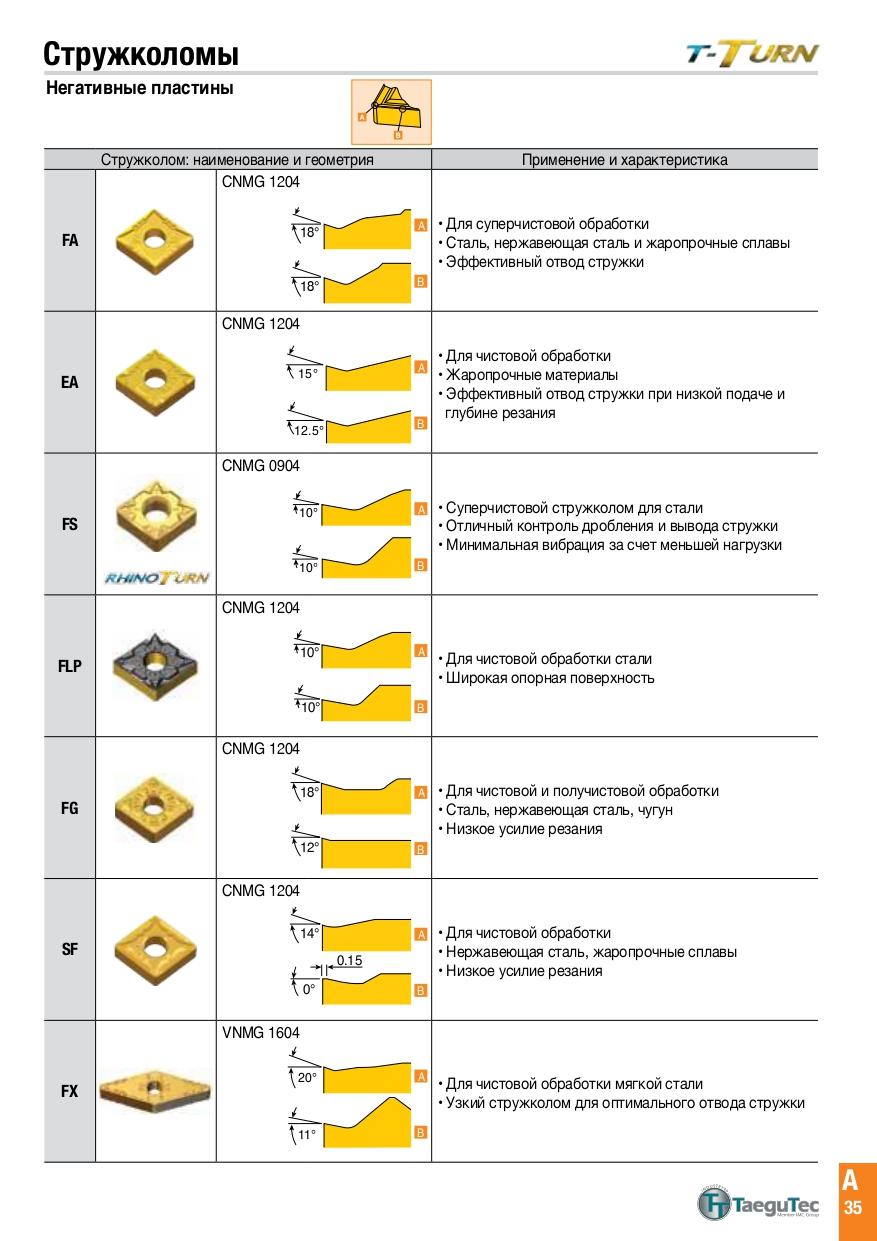
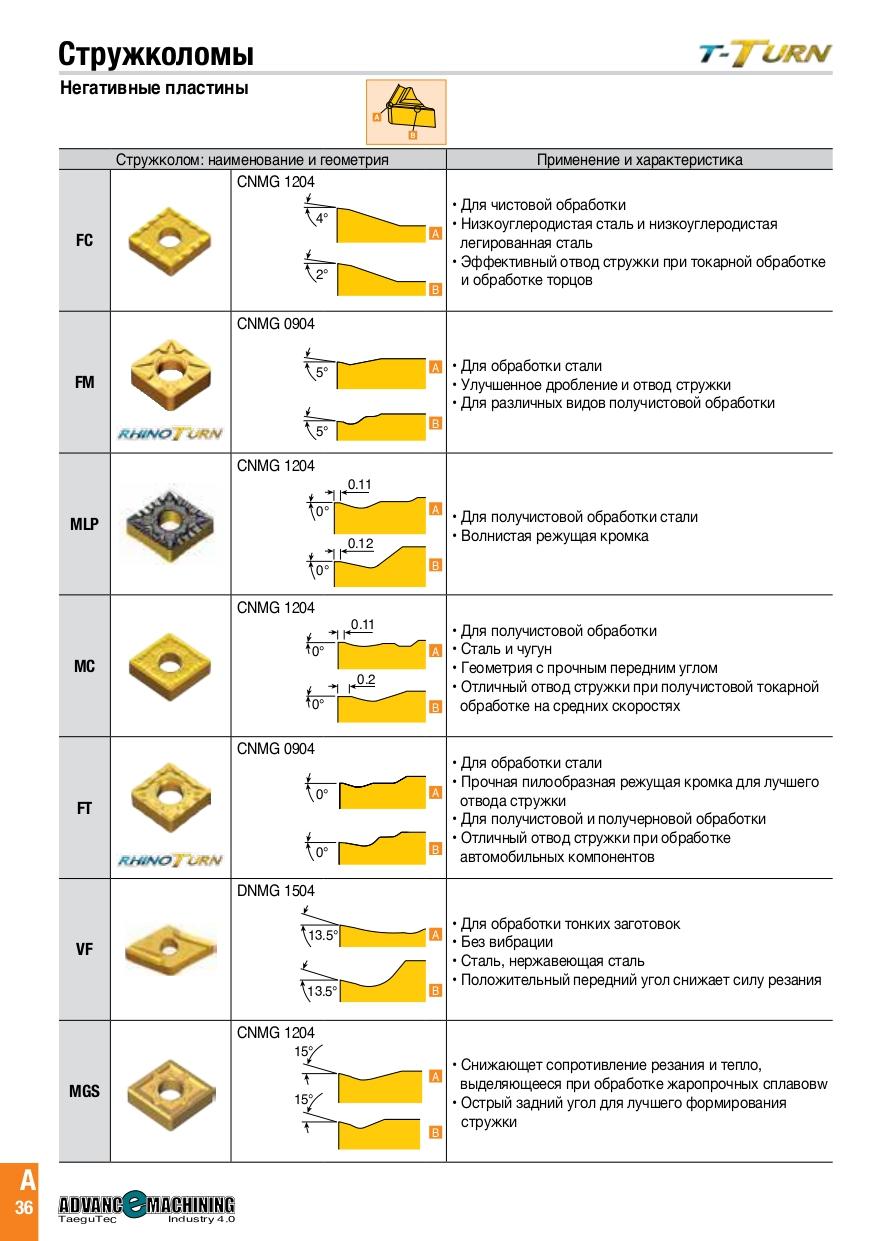
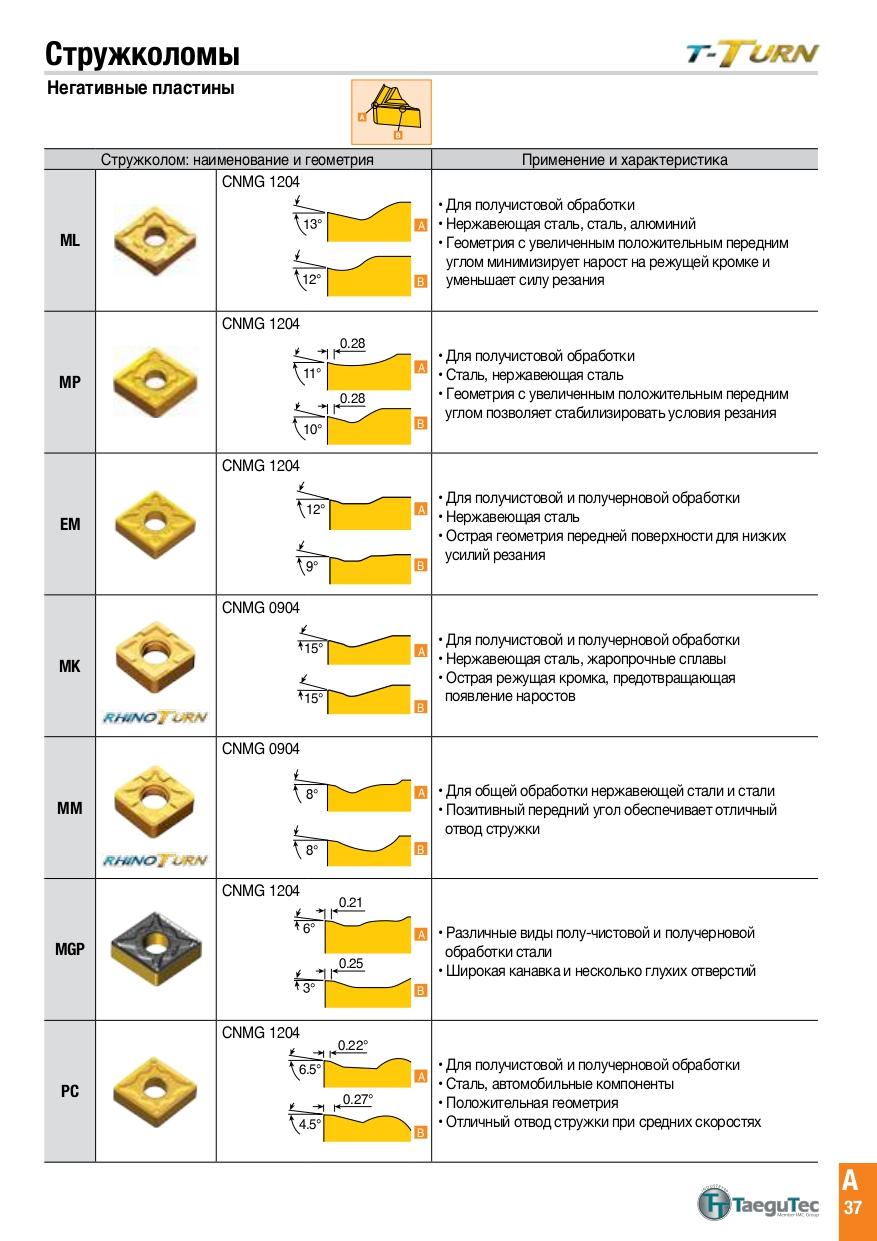
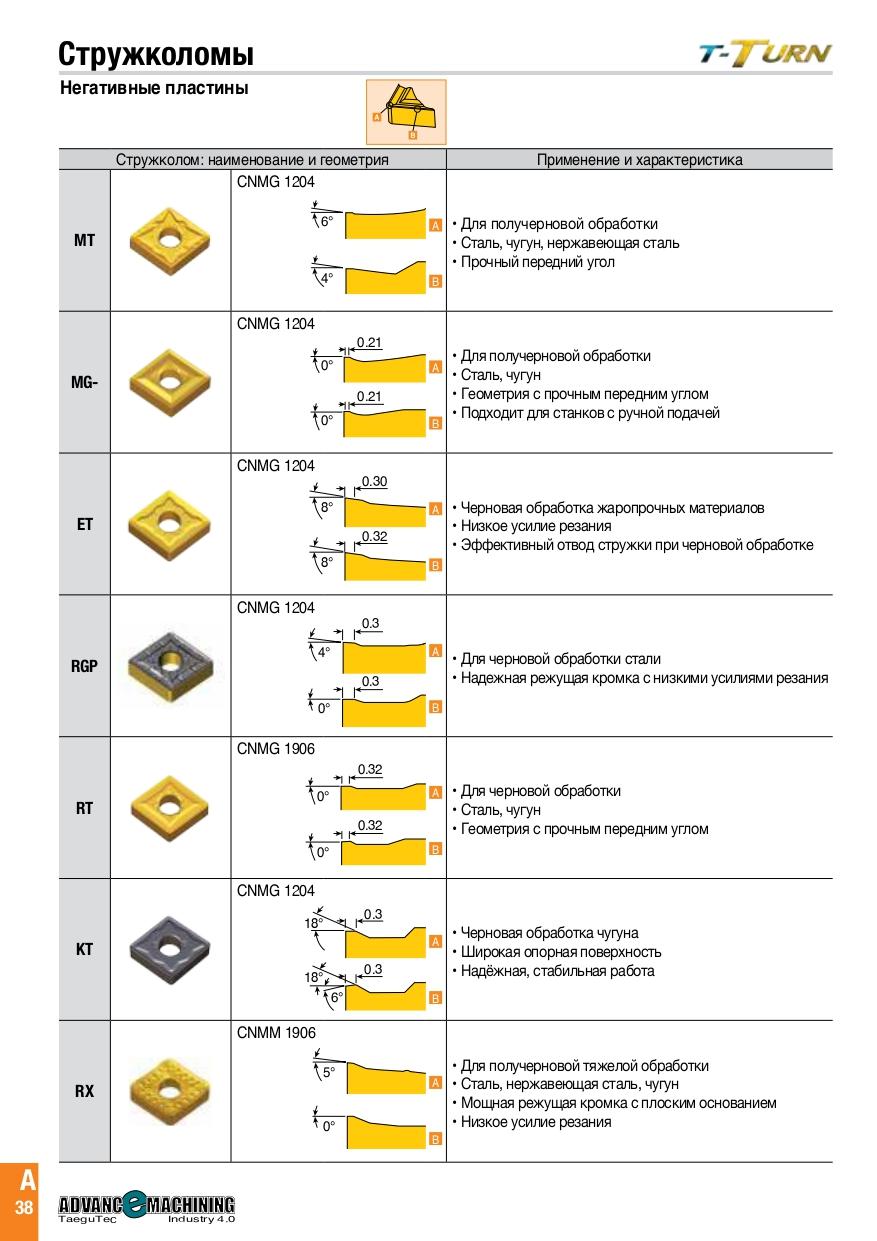
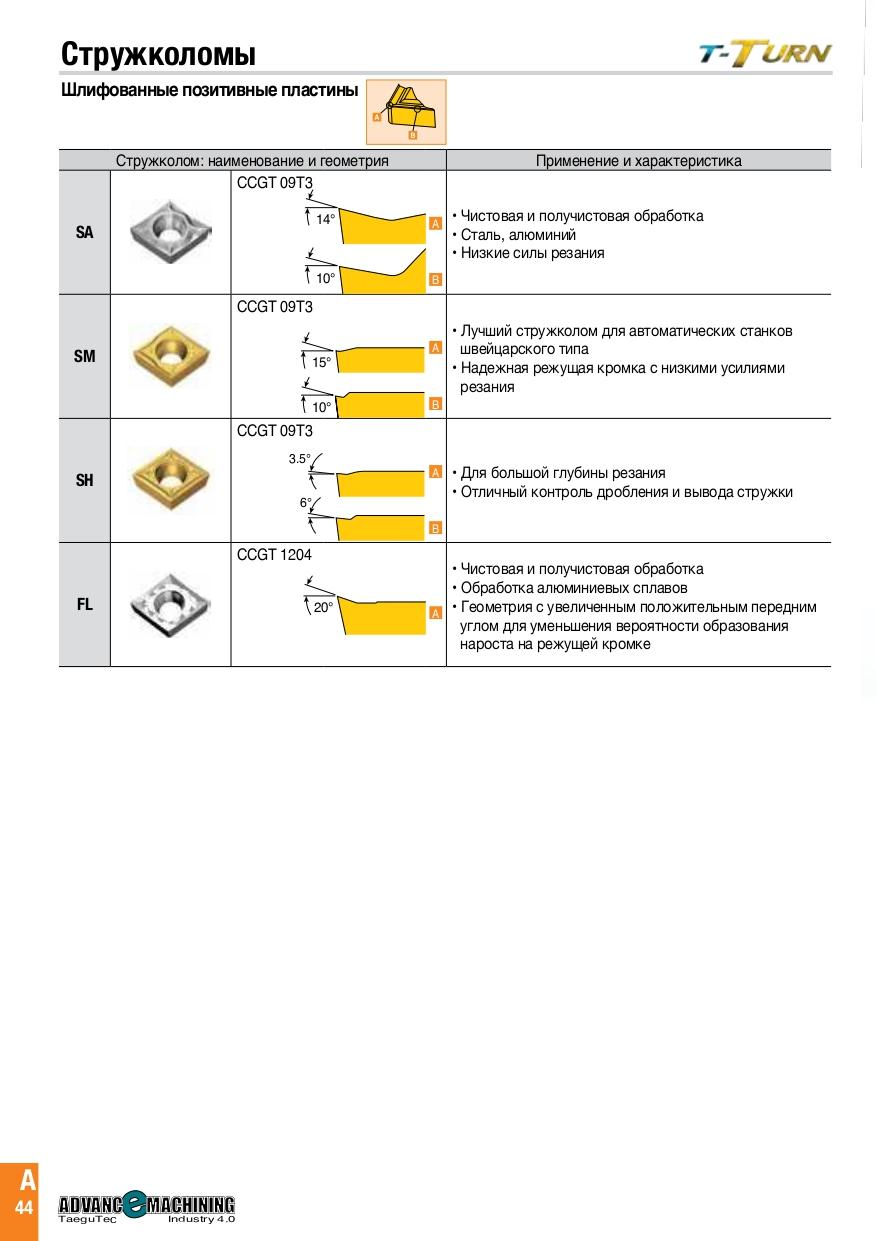
Виды стружколомов по типу обработки заготовок
Выбор пластины со стружколомом необходимо осуществлять в зависимости от материала обрабатываемой заготовки и необходимого типа обработки: черновая, получистовая или чистовая. От вида обработки напрямую зависит геометрия стружколома.
- Для черновой обработки. Используют стружколоматель с положительным углом фаски, широкой режущей кромкой высокой прочности. Может иметь односторонний или двухсторонний геометрический рисунок.
- Для получистовой обработки. Имеет высокую прочность режущей кромки, кромка уже, чем для черновой обработки.
- Для чистовой обработки. Стружколом имеет тонкую режущую кромку, с узкой передней частью и углублением. Чистовую обработку выполняют на низкой подаче и при малой глубине резания.
Отношение между глубиной резания и радиусом при вершине
Для улучшения качества образования и срезания стружки необходимо, чтобы глубина резания была больше, чем радиус при вершине. Малый радиус при вершине при большой глубине резания приведет к повышению радиальной силы и увеличению вибраций.

Часто используемые радиусы
- R0.4 мм. Для чистовой обработки при малой силе резания.
- R0.8 мм. Для чистовой и черновой обработки.
- R1.2 мм. Для черновой обработки при большой силе резания.
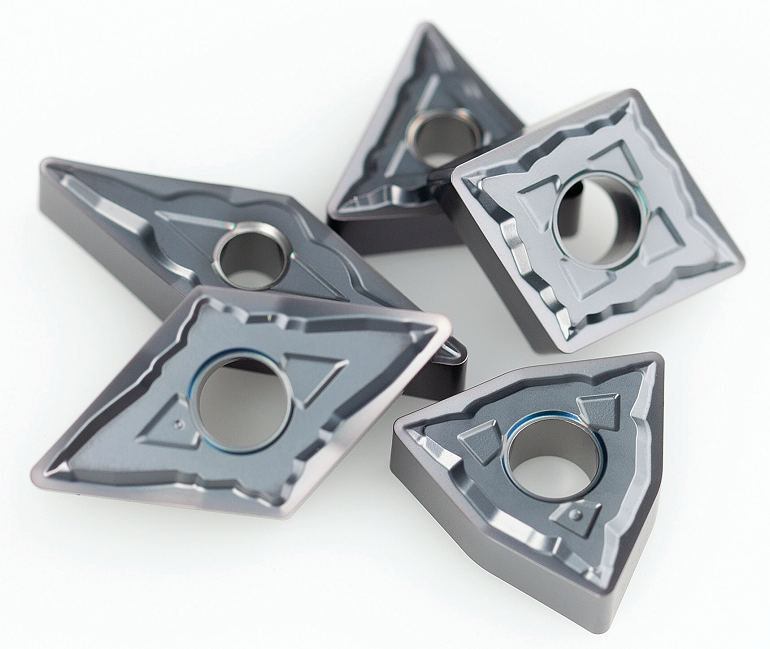
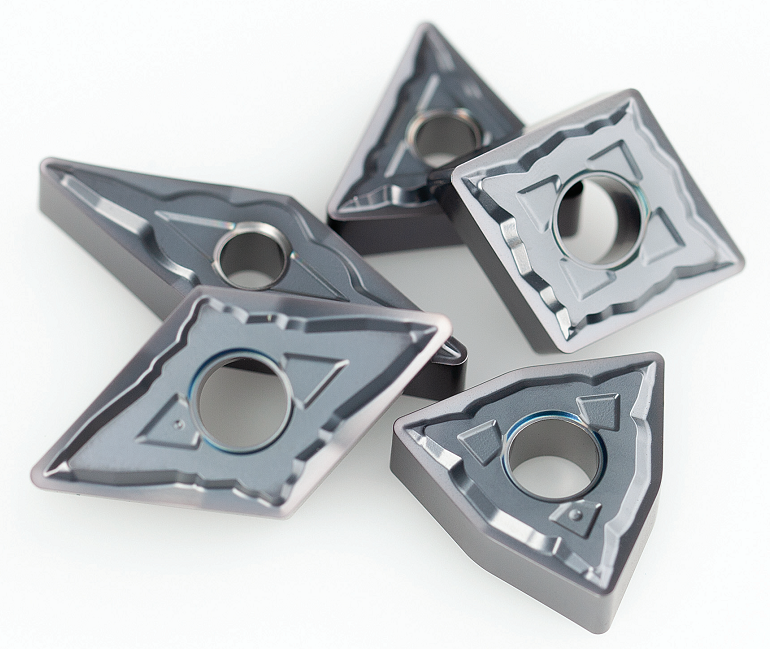
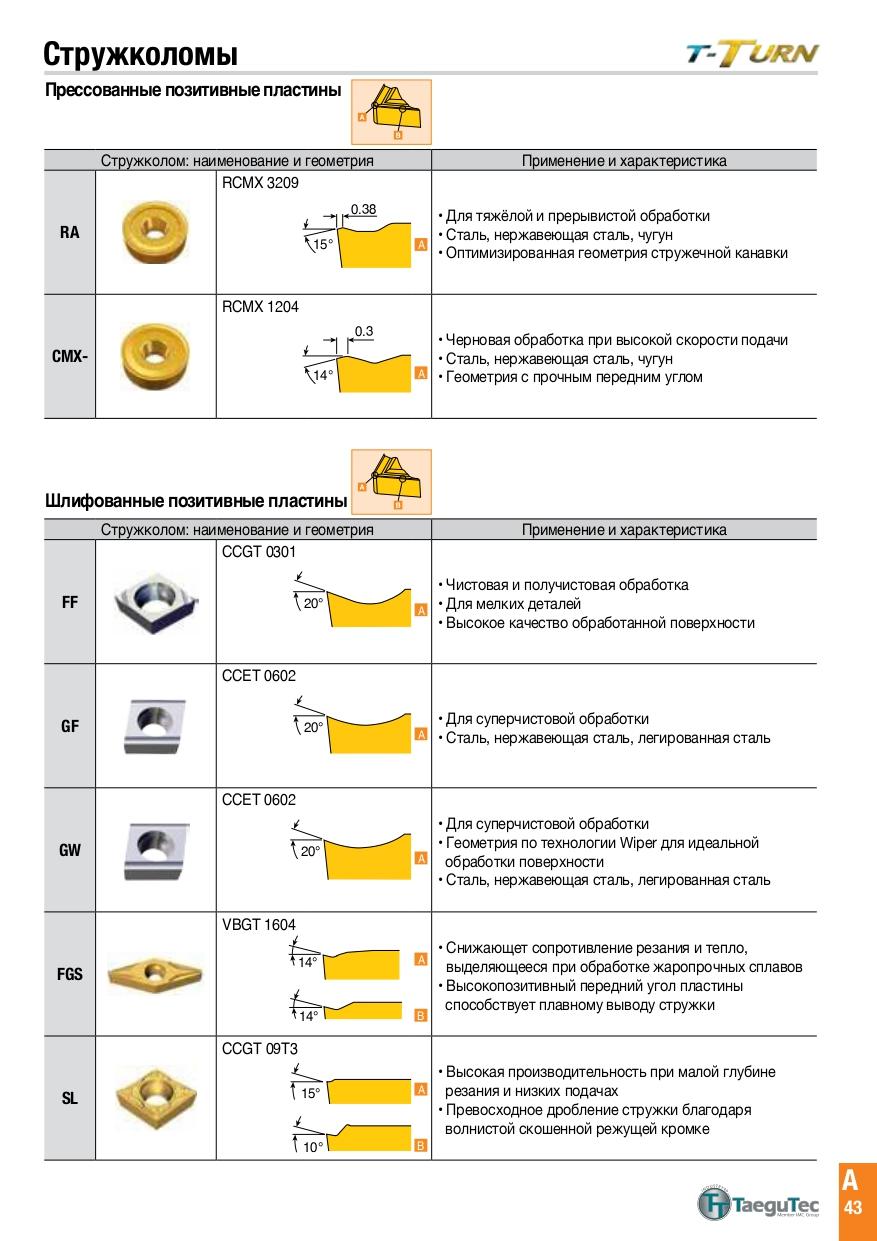
Примеры обозначений и маркировки стружколомов GESAC
Негативные токарные пластины GESAC
|
Форма |
Свойства |
|
PS |
Для обработки нержавеющих и мягких сталей. Острые кромки уменьшают силу резания, гарантируют высокое качество поверхности. Низкая подача, малая глубина реза. |
|
GF |
Для чистовой обработки стали и стальных сплавов. Двухсторонний стружколом. Равномерное удаление стружки при малой глубине резания. |
|
QF |
Для чистовой обработки стали и стальных сплавов. Двусторонний стружколом. Переменный диапазон угла гарантирует прочность при разных глубинах резания, чистоту поверхности. Режущая кромка острая и изогнутая |
|
SF |
Для нержавеющей стали и для жаропрочных сплавов (HRSA) Двусторонний стружколом. Режущая кромка повышенной остроты за счет глубокого выреза. |
|
GM |
Для получистовой обработки стали и стальных сплавов. Двусторонний стружколом. Плоская режущая кромка. |
|
QM |
Для получистовой обработки стали и стальных сплавов. Широкий диапазон дробления стружки. Изменяемая режущая кромка. |
|
TS |
Для получистовой обработки стали и сплавов. Широкая канавка, плавная эвакуация стружки. Переменная конструкция глубины паза. |
|
SV |
Для получистовой обработки стали и стальных сплавов. Канавка по всей длине, широкая стружечная канавка Резание возможно на большую глубину и в нестабильных рабочих условиях. |
|
SM |
Для обработки нержавеющей низкоуглеродистой стали Двухсторонний стружколом. Усиленная режущая кромка. |
|
UK |
Для обработки чугуна. Двухсторонний стружколом. |
|
QR |
Для черновой обработки черных сталей, чугуна и легированной стали. Двухсторонний стружколом. |
|
HK |
Для обработки чугуна при большой глубине резания. Двухсторонний стружколом. |
|
QH |
Для обработки черной стали, чугуна и легированной стали при большой глубине реза. Односторонний стружколом. Прямолинейная кромка с усиленной геометрией для работы на больших подачах. |
|
None |
Без стружколома. Плоская вершина. Используется для прерывистого резания |
Позитивные токарные пластины GESAC - задний угол 5°
|
Форма |
Свойства |
|
PS |
Для обработки нержавеющих и мягких сталей. Острые кромки снижают силу резания. Низкая подача, малая глубина резания. |
|
GS |
Для обработки мягких и нержавеющих сталей. Острая режущая кромка облегчает резание. Низкая подача, большая глубина резания. |
|
MM |
Для резки из общей, легированной и нержавеющей стали. Угол наклона обеспечивает остроту режущей кромки. |
|
GP |
Для обработки стали, нержавеющей стали и чугуна. двойной передний угол, плоская режущая кромка. Равномерное удаление стружки при резе менее 1 мм благодаря "мысообразному" стружколому. |
|
KM |
Для получистовой и черновой обработки стали, легированной стали и чугуна. Меняющаяся режущая кромка. Волновая конструкция паза, равномерное срезание. |
Позитивные токарные пластины GESAC - задний угол 7°
|
Форма |
Свойства |
|
PS |
Для обработки мягкой и нержавеющей стали. Низкая подача, малая глубина резания. |
|
GS |
Для обработки мягкой и нержавеющей стали. Низкая подача, большая глубина резания. |
|
MM |
Для резки обычной, легированной и нержавеющей стали. Двойной угол наклона. |
|
GP |
Для обработки стали и ее сплавов, нержавеющей стали и чугуна. Плоская режущая кромка, двойной передний угол. При резании менее 1 мм благодаря "мысообразному" стружколому происходит равномерное удаление стружки. |
|
KM |
Для получистовой и черновой обработки стали, легированной стали и чугуна. Меняющаяся режущая кромка. Волновая конструкция паза, ровное срезание. |
|
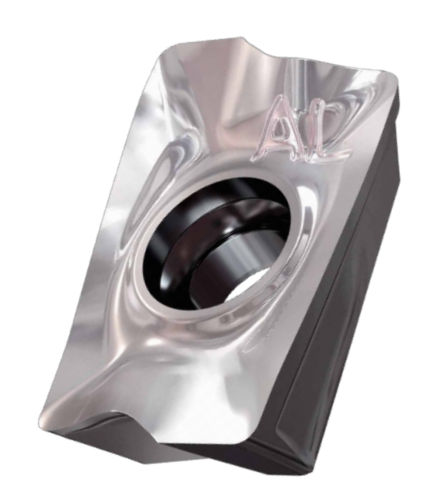
AL |
Для обработки алюминиевого сплава. Большой передний угол. |
Позитивные токарные пластины GESAC - задний угол 11°
|
Форма |
Свойства |
|
PS |
Для обработки мягкой и нержавеющей стали. Низкая подача, малая глубина резания |
|
GS |
Для обработки мягкой и нержавеющей стали. Низкая подача, большая глубина резания. |
|
MM |
Для резки обычной, легированной и нержавеющей стали. Двойной угол наклона. |
|
GP |
Для обработки стали и ее сплавов, нержавеющей стали и чугуна. Двойной передний угол, плоская режущая кромка Простое удаление стружки при резании менее 1 мм благодаря "мысообразному" стружколому. |