





Что такое шарошка по металлу
Конструктивно-технически борфреза по металлу представляет собой простой инструмент, состоящий из хвостовика и рабочей части. Хвостовик может быть стандартным или удлинённым, выпускается в 2-3 диаметрах под различные зажимные приспособления. Для изготовления хвостовиков обычно выбирают легированную сталь со средним содержанием углерода.
Головки шарошек отличаются разной геометрической формой, что определяет целевое применение борфрез. Для изготовления используют твёрдые сплавы повышенной износостойкости, что позволяет изделию работать на высоких скоростях и длительное время выдерживать высокотемпературное воздействие. Чаще всего для производства применяют карбид вольфрама, который подходит для обработки прочных материалов и стальных сплавов. Также для повышения эксплуатационных свойств рабочей части производители используют алмазное напыление.
От борфрез из быстрорежущей стали твердосплавные шарошки отличаются возможностью работы на высоких скоростях, способностью выдерживать высокие температуры, длительным эксплуатационным сроком, способностью обрабатывать более жесткие металлы и сплавы.
Для чего нужны борфрезы по металлу
Шарошка по металлу применяется на производственных предприятиях. Для бытовых электроинструментов такие изделия малопригодны.
Для чего нужны такие инструменты? В зависимости от типа фрезы, шарошка подойдёт для выполнения черновых и чистовых работ по металлу. Традиционное применение – это шлифовка, выравнивание и финальная обработка поверхностей.
Учитывая высокую механическую прочность и износоустойчивость, при помощи шарошек можно обрабатывать чёрный и цветной металл, включая нержавейку и термостойкую сталь. Если говорить об эффективности применения, то инструмент намного прочнее и удобнее в эксплуатации, чем шлифовальные круги. Помимо обработки сварных и сборных металлоконструкций, борфрезы востребованы в ювелирных мастерских и полиграфии.
Сферы применения шарошек
- Предчистовая и чистовая зачистка сварочных швов;
- Снятие фасок на торцах и внутреннем диаметре отверстий;
- Устранение заусенцев;
- Шлифовка металлических поверхностей, в том числе, практически до зеркального блеска;
- Подготовка пресс-форм и матриц для изготовления точных деталей;
- Устранение дефектов литья с поверхностей из металла;
- Нанесение гравировки;
- Обработка труднодоступных участков готовых изделий.
С помощью твердосплавных борфрез можно создавать отверстия сложной геометрической формы в листовом металле.


Виды борфрез по металлу
Борфрезы выпускают широким ассортиментом, поэтому можно легко подобрать инструмент для любого целевого использования. Продукция различается формой рабочей части, типом насечек (заточек), материалом изготовления, длиной и диаметром хвостовика, длиной и диаметром рабочей части, типу зуба.
Технические параметры указываются в маркировке изделия, на которую нужно обязательно обращать внимание при подборе инструмента.
Различия борфрез по форме
По геометрии рабочей головки можно выделить такие виды шарошек:
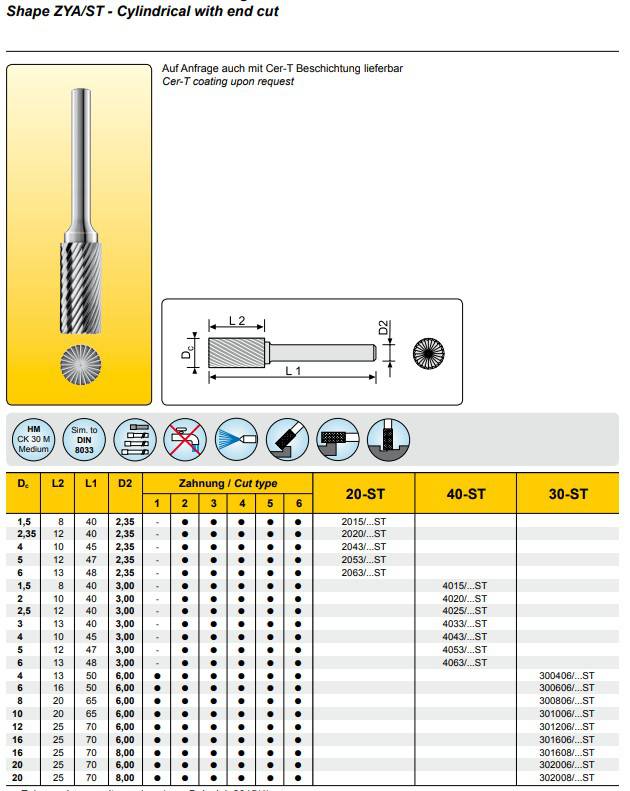
- Цилиндрические (с торцевыми элементами и без). Предназначаются для обработки прямых поверхностей: линейной и со снятием заусенцев. Подходят для обтачивания выборок. В зависимости от наличия/отсутствия торцов такой инструмент делится на типы А и В.
- Сферические. Целевое применение круглых шарошек – обработка контура и глухих отверстий.
- Сфероцилиндрические. Относятся к категории цилиндрического инструмента, и маркируются типом С. Такие шарошки используют для зачистки поверхностей и обработки радиальных переходов.
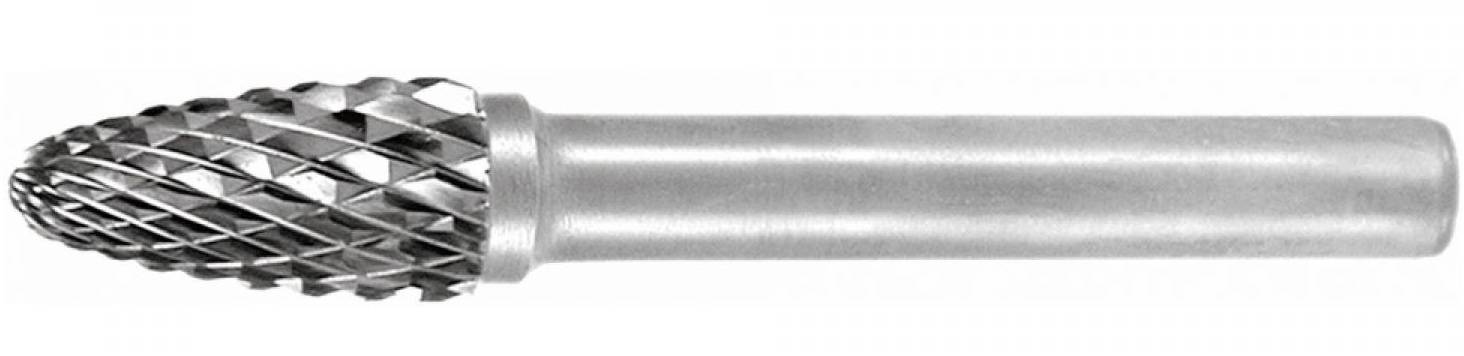
- Овальные. Для шлифовки формованных деталей и угловых стыковочных швов.
- Параболические. От предыдущего варианта отличаются закруглёнными концами и в целом, используются для решения аналогичных задач.
- Параболические с заострённым наконечником. Подходят для финишной шлифовки угловых швов и соединений, а также снятия фасок.
- Пламевидные. Предназначаются для обточки и шлифовки выемок и канавок с закруглёнными плоскостями.
- Конические. Различаются конусностью, угол которой может составлять 60 или 90 градусов. Используется инструмент для срезания фасок, зенкерования отверстий и обработки кромок деталей. В этой линейке выпускаются и конические борфрезы с закруглёнными концами, которые подходят для обработки труднодоступных участков.
- Можно выделить шарошки с обратным конусом, при помощи которых обтачивают пазы и углы.

Виды шарошке по типу насечек
По характеру заточек борфрезы делятся на 6 базовых категорий:
- Заточка-стружколом – черновая обработка металла;
- Укрупнённая – для цветного металла, например, алюминия и его сплавов;
- Одинарная – за счёт рационального использования профиля зуба можно быстро снимать припуски длинной стружкой, без ущерба качеству обработки поверхностей;
- Двойная – сфера применения аналогична предыдущему инструменту, металл с обрабатываемой поверхности снимается быстро и точно, только стружка здесь получается мелкая;
- Улучшенная – для обработки заготовок из закалённой стали, где предъявляются повышенные критерии к качеству и точности поверхностей;
- Алмазная – для высокоточной обработки сплавов повышенной прочности.
Типы заточек не являются взаимозаменяемыми и используются строго по целевому предназначению.
Выбор борфрезы по маркировке
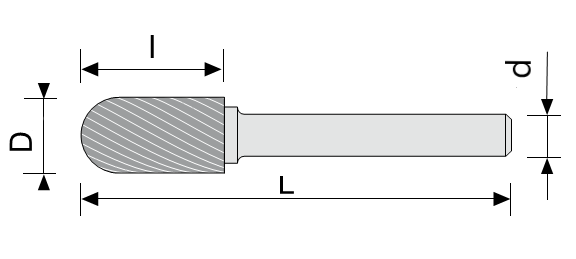
Все шарошки твердосплавные маркируются производителем инструмента. Нанесённое буквенно-числовое обозначение указывает на ключевые параметры борфрезы. Рассмотрим, как читается маркировка на примере шарошки С 14 25 F 06 30. Данное обозначение указывает на следующие характеристики:
- С – тип изделия по форме рабочей части. «С» указывает на то, что это шарошка относится к сфероцилиндрическому типу.
- 14 – диаметр рабочей части инструмента. Указывается в миллиметрах.
- 25 – длина режущей части, которая также рассчитывается в миллиметрах.
- F – профиль зуба. Этот параметр по крупности маркируется литерами F (мелкий), M (средний), C (крупный). В нашем случае, это фреза со мелким профилем.
- 06 – диаметр хвостовика в миллиметрах.
- 30 – длина хвостовой части инструмента в миллиметрах.
Также в маркировке обычно указывается ГОСТ, в соответствии с которым изготовлена борфреза.
Особенности и материалы производства
Шарошка твердосплавная по металлу создаётся из высокопрочных сплавов: вольфрамовых и безвольфрамовых. Также может выбираться металлокерамика, марок ВК25 и ВК30. Такой инструмент отлично подходит для обработки чугуна, термоустойчивых и нержавеющих сталей. Для повышения износоустойчивости твёрдосплавные головки дополняют алмазной крошкой.
Процесс производства борфрезы можно разделить на две части: изготовление хвостовика и самой фрезы. Для изготовления хвостовика берётся пруток из среднеуглеродистой легированной стали, который нарезается в размер. Заправка одной концевой части выполняется на шлифовально-обдирочном оборудовании с последующей калибровкой и центровкой. Второй конец торцуется, протачивается под конус, дополняется фрезерованными канавками для установки в держатель.
Режущий элемент приваривают к хвостовику, после чего заготовка проходит следующие этапы обработки:
- Устраняется флюс;
- Хвостовая часть обтачивается по внешнему контуру, обязательно выполняется снятие фаски и подрезание шейки;
- Головка закаливается и отпускается;
- Выполняется шлифовка режущей части по внешнему диаметру, проводится формирование нужного профиля;
- Шейка, зубья и торцевые элементы шлифуются.
На завершающем этапе производства на поверхность шарошки наносят маркировку.
Как выбрать шарошку
В идеале, борфрезы приобретаются в наборах, где собрано несколько шарошек с различной геометрией головок, что позволит менять инструмент под конкретные технологические задачи. При выборе обращайте внимание на следующие моменты:
- Параметры обрабатываемых плоскостей – линейные и угловые детали, отверстия, фасонные конструкции;
- Максимальный и минимальный размер обрабатываемых отверстий;
- Характеристики заготовки – шарошки могут использоваться для зашлифовки чёрного и цветного металла, термостойкой и легированной стали;
- Тип обработки – черновая или чистовая.
Рекомендации по эксплуатации инструмента
Чтобы шарошка прослужила как можно дольше, советуем соблюдать следующие правила по работе с металлорежущим инструментом:
- Всегда соблюдайте режим резания. Твёрдосплавные борфрезы нужно применять на максимальных скоростях, но при этом не выходить за предельные значения. Это поможет сохранить эффективность рабочей поверхности, избежав при этом рисков заклинивания инструмента.
- Рабочая часть должна плотно прижиматься к обрабатываемых заготовок. При этом хвостовик не должен касаться заготовки вообще, иначе он просто переломится. Шарошки относятся к расходникам, поэтому не ремонтируются.
- Соблюдайте совместимость выбранного инструмента и твёрдости обрабатываемого материала. В частности, изделия, предназначенные для цветмета, не подойдут для шлифовки высокопрочных сталей. Это приводит к поломкам инструмента, ухудшает качество обработки.
- Не прилагайте чрезмерных усилий. Избыточное давление на борфрезу является одной из наиболее распространённых причин поломки инструмента. Также такой подход к работе приводит к перегреву рабочей головки.
- Правильно вставляйте инструмент. Шарошка зажимается в патроне на всю длину хвостовика, перед началом работ проверяйте наличие биения, которого быть не должно.
Продлить срок службы инструмента помогает использование смазочно-охлаждающих жидкостей. Не стоит забывать и о собственной безопасности. В частности, работайте с металлом только в перчатках и защитных очках.


